

1. दायरा
स्पेसिफिकेशनमा सामान्य व्यास NPS 10~NPS48, सामान्य दबाब वर्ग (150LB~300LB) flanged ट्रिपल सनकी धातु सील बटरफ्लाइ भल्भहरू समावेश छन्।
2. उत्पादन विवरण
2.1 प्राविधिक आवश्यकताहरू
2.1.1 डिजाइन र निर्माण मानक: API 609
2.1.2 अन्त देखि अन्त जडान मानक: ASME B16.5
2.1.3 आमने सामने आयाम मानक: API609
2.1.4 दबाव-तापमान ग्रेड मानक: ASME B16.34
2.1.5 निरीक्षण र परीक्षण (हाइड्रोलिक परीक्षण सहित): API 598
२.२ उत्पादन सामान्य
डबल मेटल सीलको साथ ट्रिपल सनकी बटरफ्लाइ भल्भ BVMC को प्रमुख उत्पादनहरू मध्ये एक हो, र व्यापक रूपमा धातु विज्ञान, प्रकाश उद्योग, विद्युत शक्ति, पेट्रोकेमिकल, ग्यास च्यानल र अन्य क्षेत्रहरूमा प्रयोग गरिन्छ।
3. विशेषताहरू र अनुप्रयोग
संरचना ट्रिपल विलक्षण र धातु सिट छ।यो कोठाको तापक्रम र/वा उच्च तापक्रमको अवस्था अन्तर्गत राम्रो सील प्रदर्शन छ।गेट भल्भ वा ग्लोब भल्भको तुलनामा सानो भोल्युम, हल्का तौल, लचिलो रूपमा खोल्ने र बन्द हुने र लामो समयसम्म काम गर्ने जीवन यसको स्पष्ट फाइदाहरू हुन्।यो व्यापक रूपमा धातु विज्ञान, प्रकाश उद्योग, विद्युत शक्ति, पेट्रो रसायन, कोइला ग्यास च्यानल र अन्य क्षेत्रहरूमा प्रयोग गरिन्छ, सुरक्षा विश्वसनीय प्रयोग, भल्भ आधुनिक उद्यमहरूको इष्टतम विकल्प हो।
4. संरचना
4.1 स्केच 1 मा देखाइए अनुसार ट्रिपल विलक्षण धातु सील बटरफ्लाइ भल्भ
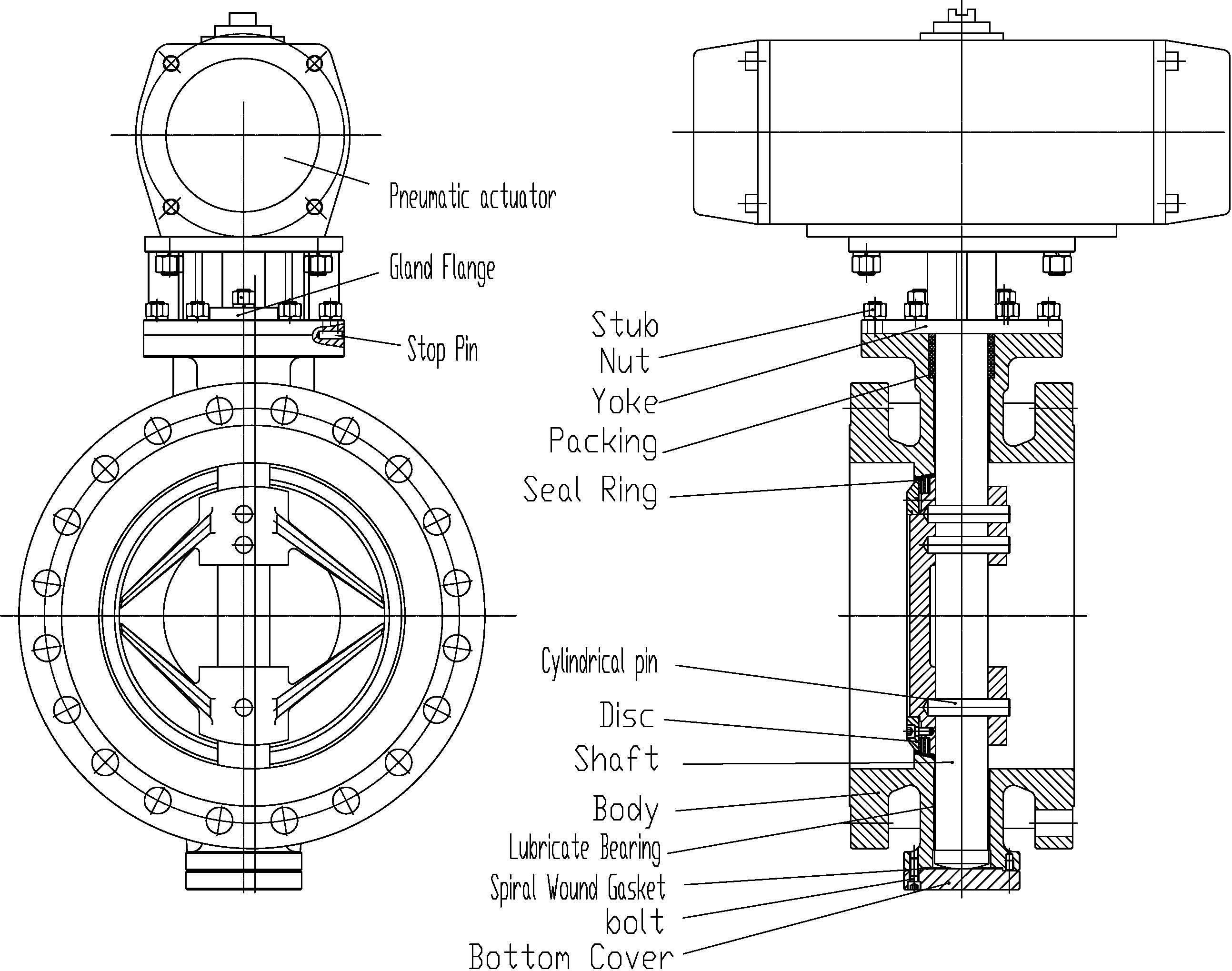
चित्र १ ट्रिपल विलक्षण धातु सील पुतली भल्भ
5. सील सिद्धान्त:
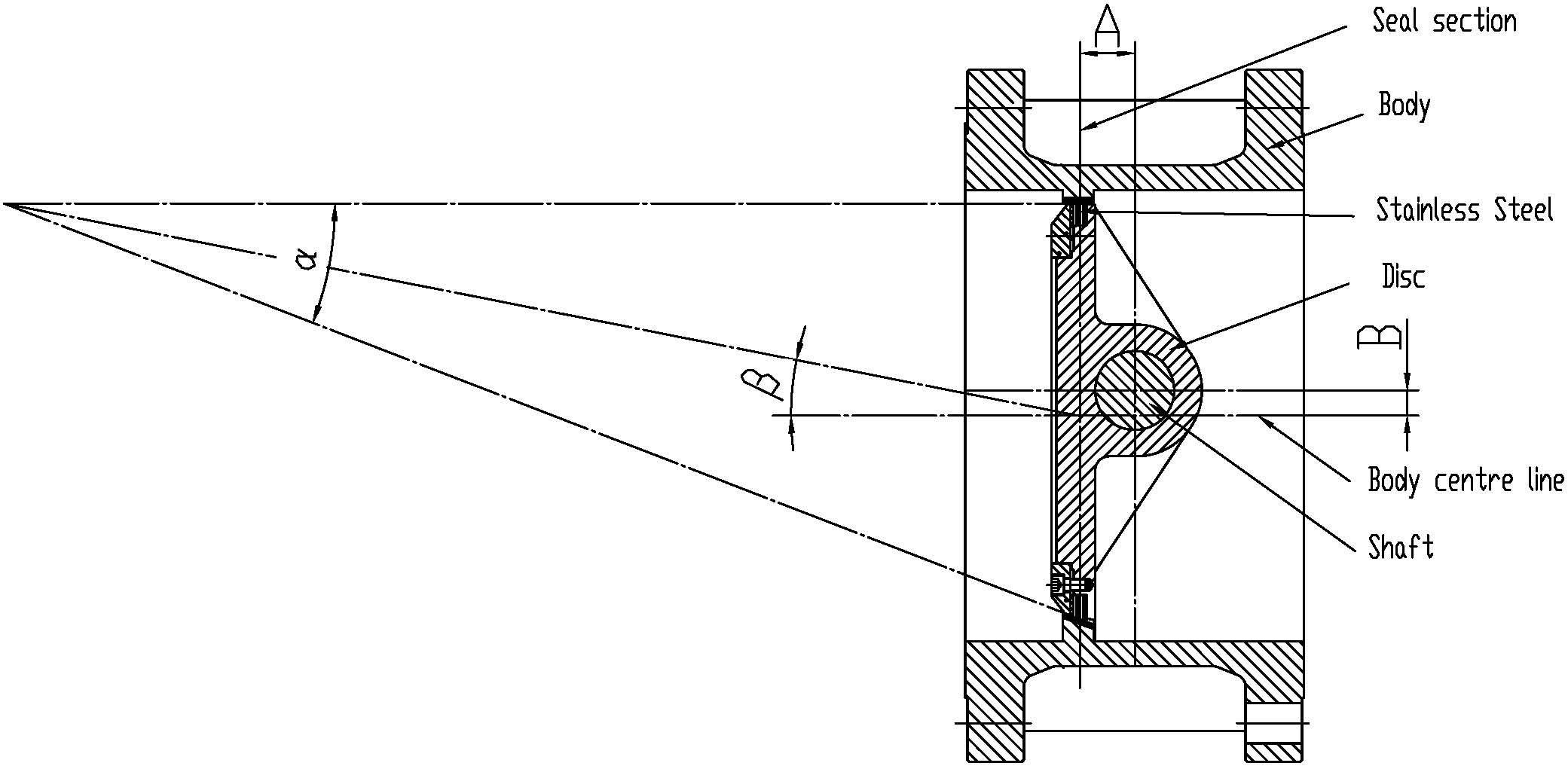
चित्र 2 एक ठेठ ट्रिपल सनकी धातु सील बटरफ्लाइ भल्भ एक विशिष्ट BVMC उत्पादन हो, स्केच 2 मा देखाइएको छ।
(a) संरचना विशेषताहरू: बटरफ्लाइ प्लेटको घुमाउरो केन्द्र (अर्थात् भल्भ केन्द्र) बटरफ्लाइ प्लेट सील सतहको साथ एक पूर्वाग्रह A, र भल्भ शरीरको केन्द्र रेखा संग पूर्वाग्रह B बनाउँछ।र सिल अनुहार र सिट बडीको केन्द्र रेखा (अर्थात् शरीरको अक्षीय रेखा) बीचको कोण β बनाइन्छ।
(b) सील गर्ने सिद्धान्त: डबल सनकी बटरफ्लाइ भल्भको आधारमा, ट्रिपल सनकी बटरफ्लाइ भल्भले सीट र शरीरको केन्द्र रेखाहरू बीचको कोण विकसित गर्यो।पूर्वाग्रह प्रभाव चित्र 3 क्रस-सेक्शन मा देखाइएको छ।जब ट्रिपल सनकी सील पुतली भल्भ पूर्ण रूपमा खुला स्थितिमा हुन्छ, बटरफ्लाइ प्लेट सील सतह पूर्ण रूपमा भल्भ सीट सील सतहबाट अलग हुनेछ।र त्यहाँ बटरफ्लाइ प्लेट सील अनुहार र शरीर सील सतह को बिचमा डबल सनकी बटरफ्लाइ भल्भ जस्तै क्लियरेन्स गठन हुनेछ।चित्र 4 मा देखाइए अनुसार, β कोणको गठनको कारण, कोणहरूβ1 र β2 डिस्क रोटेशन ट्र्याकको स्पर्श रेखा र भल्भ सिट सील सतहको बीचमा बन्नेछ।डिस्क खोल्दा र बन्द गर्दा, बटरफ्लाइ प्लेट सीलिंग सतह बिस्तारै अलग र कम्प्याक्ट हुनेछ, र त्यसपछि पूर्ण रूपमा मेकानिकल पहिरन र घर्षण हटाउनेछ।भल्भ खोल्दा, डिस्क सील सतह भल्भ सीटबाट तुरुन्तै अलग हुनेछ।र केवल पूर्ण रूपमा बन्द क्षणमा, डिस्क सीटमा कम्प्याक्ट हुनेछ।चित्र 4 मा देखाइएको रूपमा, कोण β1 र β2 को गठनको कारण, जब बटरफ्लाइ भल्भ बन्द हुन्छ, सील दबाब भल्भ शाफ्ट ड्राइभ टर्क जेनरेशन द्वारा उत्पादन गरिन्छ बटरफ्लाइ भल्भ सीटको लचिलोपन होइन।यसले सिट सामग्री बुढ्यौली, चिसो प्रवाह, लोचदार अमान्यता कारकहरूको कारणले सील प्रभाव घटाउने र विफलताको सम्भावनालाई मात्र हटाउन सक्दैन, र ड्राइभ टोक़ मार्फत स्वतन्त्र रूपमा समायोजन गर्न सकिन्छ, ताकि ट्रिपल सनकी पुतली भल्भ सील प्रदर्शन र काम गर्ने जीवन धेरै हुनेछ। सुधारिएको।
चित्र २ ट्रिपल सनकी डबल-वे मेटल सील गरिएको बटरफ्लाइ भल्भ
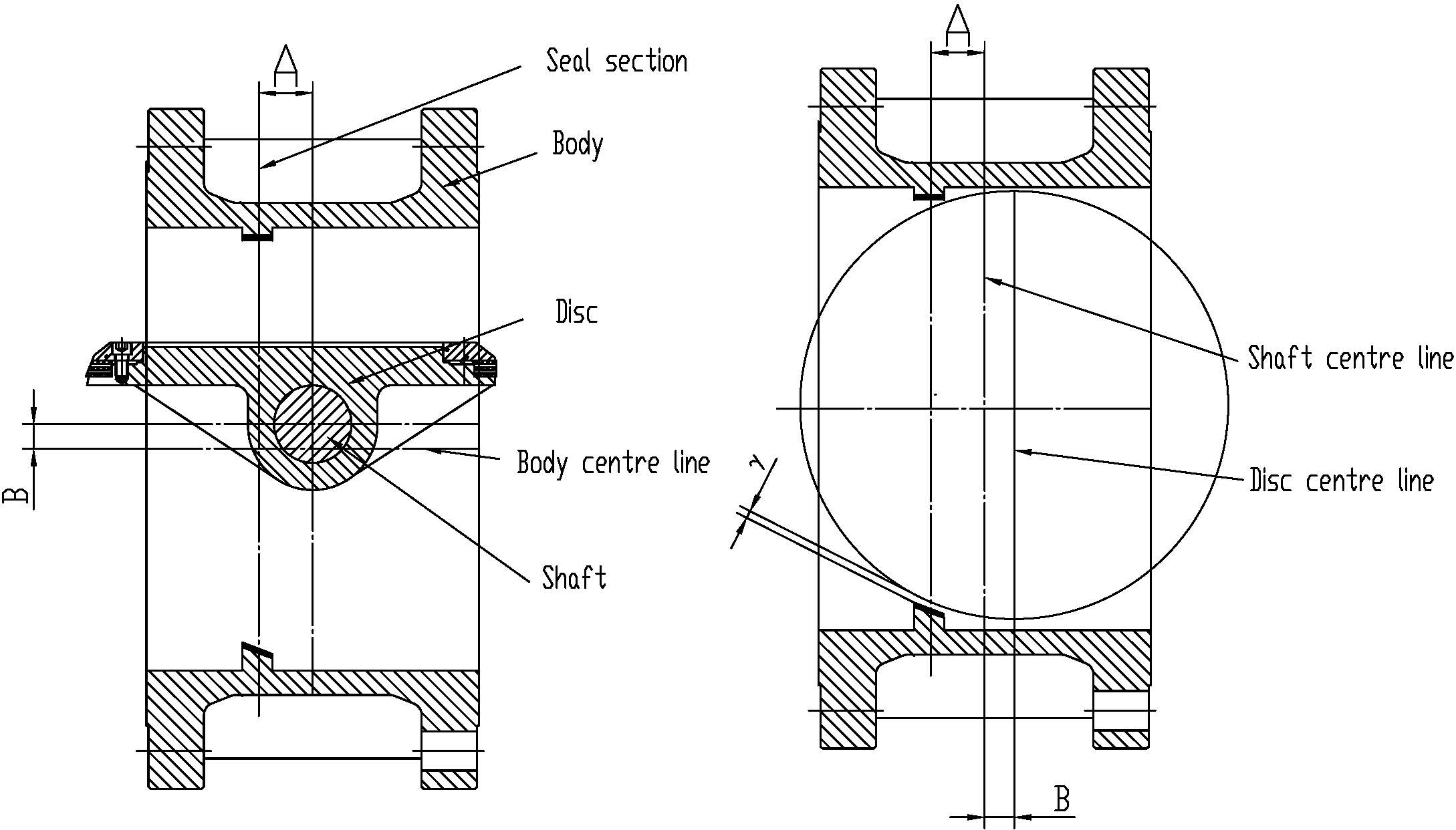
खुला अवस्थामा ट्रिपल सनकी डबल मेटल सील बटरफ्लाइ भल्भको लागि चित्र 3 रेखाचित्र
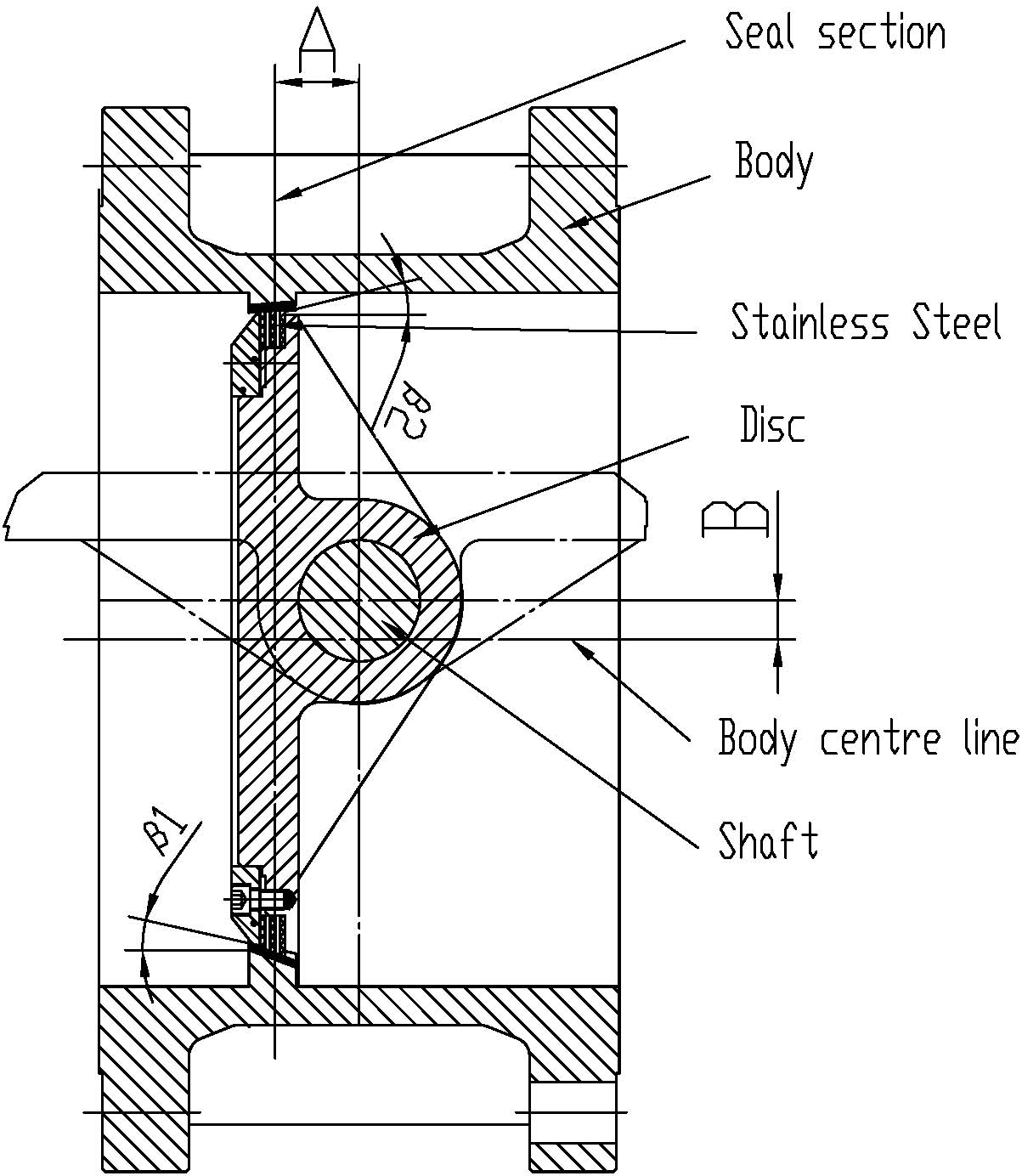
नजिकको स्थितिमा ट्रिपल सनकी डबल मेटल सील बटरफ्लाइ भल्भको लागि चित्र 4 रेखाचित्र
6.1 स्थापना
6.1.1 स्थापना गर्नु अघि भल्भ नेमप्लेटका सामग्रीहरू सावधानीपूर्वक जाँच गर्दै, भल्भको प्रकार, आकार, सिट सामग्री र तापक्रम पाइपलाइनको सेवा अनुरूप हुनेछ भनेर सुनिश्चित गर्नुहोस्।
6.1.2 स्थापना गर्नु भन्दा पहिले जडानहरूमा सबै बोल्टहरू जाँच गर्दै, यो समान रूपमा कसिएको सुनिश्चित गर्दै।र प्याकिङको सङ्कुचन र सील जाँच गर्दै।
6.1.3 प्रवाह चिन्हहरू सहित भल्भ जाँच गर्दै, जस्तै प्रवाहको दिशा संकेत गर्दछ,
र वाल्व स्थापना प्रवाह को प्रावधान अनुसार हुनुपर्छ।
6.1.4 पाइपलाइन स्थापना गर्नु अघि सफा गरी यसको तेल, वेल्डिङ स्ल्याग र अन्य अशुद्धताहरू हटाउनु पर्छ।
6.1.5 भल्भलाई फ्याँक्न र खसाल्न निषेध गर्दै बिस्तारै बाहिर निकाल्नुपर्छ।
6.1.6 हामीले भल्भ स्थापना गर्दा भल्भको छेउमा रहेको धुलोको आवरण हटाउनु पर्छ।
6.1.7 भल्भ स्थापना गर्दा, फ्ल्यान्ज ग्यास्केटको मोटाई 2 मिमी भन्दा बढी र किनाराको कठोरता 70 PTFE वा घुमाउरो ग्यास्केट भन्दा बढी हुन्छ, जडान बोल्टको फ्ल्यान्ज विकर्ण रूपमा कडा हुनुपर्छ।
6.1.8 प्याकिङको ढिलोपन ढुवानीमा कम्पन र तापमान परिवर्तनको कारण हुन सक्छ, र स्थापना पछि स्टेम सीलमा चुहावट भएको खण्डमा प्याकिङ ग्रन्थीको नटहरू कसिएको हुन सक्छ।
6.1.9 भल्भ स्थापना गर्नु अघि, अप्रत्याशित अन्तर्गत कृत्रिम सञ्चालन र मर्मतसम्भार गर्न वायमेटिक एक्चुएटरको स्थान सेट अप गर्नुपर्छ।र उत्पादनमा राख्नु अघि actuator जाँच र परीक्षण गरिनु पर्छ।
6.1.10 आगमन निरीक्षण प्रासंगिक मापदण्ड अनुसार हुनुपर्छ।यदि विधि सही छैन वा मानव निर्मित कारण, BVMC कम्पनी कुनै जिम्मेवारी लिने छैन।
6.2 भण्डारण र मर्मतसम्भार
६.२.१ भल्भ गुहाको शुद्धता सुनिश्चित गर्न सुक्खा र हावा चल्ने कोठामा छेउलाई धुलोले छोप्नु पर्छ।
6.2.2 लामो अवधिको भण्डारणको लागि भल्भ पुन: प्रयोग गर्दा, प्याकिङ अमान्य छ कि छैन जाँच गर्नुहोस् र घुमाउने भागहरूमा लुब्रिकेन्ट तेल भर्नुहोस्।
6.2.3 ग्यास्केट प्रतिस्थापन, प्याकिङ आदि लगायत वारेन्टी अवधि (सम्झौता अनुसार) भल्भहरू प्रयोग र मर्मत गर्नुपर्छ।
6.2.4 भल्भको काम गर्ने अवस्था सफा राख्नुपर्छ, किनभने यसले यसको सेवा जीवन विस्तार गर्न सक्छ।
6.2.5 भल्भहरूले जंग प्रतिरोधबाट जोगाउन र उपकरणहरू ठीक अवस्थामा छ भनी सुनिश्चित गर्न सञ्चालनमा नियमित रूपमा निरीक्षण र मर्मत गर्न आवश्यक छ।
यदि माध्यम पानी वा तेल हो भने, यो सुझाव दिइन्छ कि भल्भहरू प्रत्येक तीन महिनामा जाँच र मर्मत गर्नुपर्छ।र यदि माध्यम संक्षारक छ भने, यो सुझाव दिइन्छ कि सबै भल्भहरू वा भल्भको भागहरू प्रत्येक महिना जाँच र मर्मत गर्नुपर्छ।
6.2.6 एयर फिल्टर राहत-दबाव भल्भ नियमित रूपमा नाली, प्रदूषण डिस्चार्ज, फिल्टर तत्व प्रतिस्थापन गर्नुपर्छ।हावा सफा र सुख्खा राख्दै प्रदूषण वायमेटिक कम्पोनेन्टहरू, विफलताको कारणबाट बच्न।("न्यूमेटिक एक्चुएटर सञ्चालन निर्देशन" हेर्दै)
6.2.7 ग्यास चुहावट रोक्नको लागि सिलिन्डर, वायमेटिक कम्पोनेन्टहरू र पाइपिङहरू सावधानीपूर्वक र नियमित रूपमा जाँच गर्नुपर्छ ("न्युमेटिक एक्ट्युएटर सञ्चालन निर्देशन" हेरेर)
6.2.8 भल्भ मर्मत गर्दा भागहरू फेरि फ्लश गर्नुपर्छ, विदेशी शरीर, दाग र खिया दाग हटाउन।क्षतिग्रस्त गास्केट र प्याकिङ प्रतिस्थापन गर्न, सील सतह निश्चित हुनुपर्छ।मर्मत गरेपछि पुनः हाइड्रोलिक परीक्षण गराउनुपर्छ, योग्यले प्रयोग गर्न सक्छ।
6.2.9 भल्भको गतिविधि भाग (जस्तै स्टेम र प्याकिङ सील) सफा राख्नुपर्छ र धुलो र क्षयबाट जोगाउन धुलो सफा गर्नुपर्छ।
6.2.10 यदि प्याकिङमा चुहावट भएमा र प्याकिङ ग्रन्थी नटहरू सीधै कस्नु पर्छ वा स्थिति अनुसार प्याकिङ परिवर्तन गर्नुपर्छ।तर दबाबको साथ प्याकिङ परिवर्तन गर्न अनुमति छैन।
6.2.11 यदि भल्भ चुहावट अनलाइन वा अन्य अपरेटिङ समस्याहरूको लागि समाधान भएन भने, भल्भ हटाउँदा निम्न चरणहरू अनुसार हुनुपर्छ:
a.सुरक्षामा ध्यान दिनुहोस्: तपाईंको सुरक्षाको लागि, पाइपबाट भल्भ हटाउँदा पहिले पाइपलाइनको माध्यम के हो भनेर बुझ्नुपर्छ।पाइपलाइन भित्रको माध्यमलाई क्षति हुनबाट रोक्नको लागि तपाईंले श्रम सुरक्षा उपकरण लगाउनु पर्छ।एकै समयमा पाइपलाइन मध्यम दबाव पहिले नै सुनिश्चित गर्न।भल्भ हटाउनु अघि भल्भ पूर्ण रूपमा बन्द हुनुपर्छ।
b. वायवीय उपकरण हटाउने (कनेक्ट आस्तीन सहित, "न्यूमेटिक एक्चुएटर सञ्चालन निर्देशन" हेरेर) स्टेम र वायवीय उपकरणबाट क्षति हुनबाट जोगिनका लागि सञ्चालन गर्न सावधान हुनुपर्छ;
c. बटरफ्लाइ भल्भ खुला हुँदा डिस्क र सिटको सील गर्ने घण्टीमा कुनै स्क्र्याच छ कि छैन भनेर जाँच गर्नुपर्छ।यदि सिटको लागि थोरै स्क्र्याप छ भने, यसले परिमार्जनको लागि सील सतहमा एमरी कपडा वा तेल प्रयोग गर्न सक्छ।यदि केहि गहिरो खरोंच देखा पर्यो भने, मर्मत गर्न उपयुक्त उपायहरू लिनु पर्छ, बटरफ्लाइ भल्भ परीक्षण योग्य भएपछि प्रयोग गर्न सकिन्छ।
d. यदि स्टेम प्याकिङ चुहावट भएको छ भने, प्याकिङ ग्रन्थीले हटाउनु पर्छ, र स्टेम जाँच गरी सतहमा प्याकिङ गर्नु पर्छ, यदि स्टेममा कुनै स्क्र्याच छ भने, भल्भ मर्मत पछि जम्मा गर्नुपर्छ।यदि प्याकिंग क्षतिग्रस्त छ भने, प्याकिंग प्रतिस्थापन गर्नुपर्छ।
e. यदि सिलिन्डरमा समस्या छ भने, वायवीय घटकहरू जाँच गर्नुपर्छ, सुनिश्चित गर्नुहोस् कि ग्यास मार्ग प्रवाह र हावाको चाप, इलेक्ट्रोम्याग्नेटिक रिभर्सिङ भल्भ सामान्य छ।"न्यूमेटिक एक्चुएटर सञ्चालन निर्देशन" हेर्दै)
f. जब ग्यास वायवीय उपकरणमा राखिन्छ, यसले सिलिन्डर भित्र र बाहिर कुनै चुहावट छैन भनेर सुनिश्चित गर्दछ।यदि वायमेटिक उपकरण सील क्षतिग्रस्त छ भने सञ्चालन दबाव टोक़ कम हुन सक्छ, जसले बटरफ्लाइ भल्भ खोल्ने र बन्द गर्ने कार्य पूरा गर्दैन, नियमित निरीक्षण र प्रतिस्थापन भागहरूमा ध्यान दिनुपर्छ।
वायमेटिक बटरफ्लाइ भल्भ अन्य भागहरू सामान्यतया मर्मत गर्दैन।यदि क्षति गम्भीर छ भने, कारखानालाई सम्पर्क गर्नुहोस् वा कारखाना मर्मत गर्न पठाउनुहोस्।
६.२.१२ परीक्षण
भल्भले सान्दर्भिक मापदण्ड अनुसार परीक्षण मर्मत गरेपछि भल्भको दबाव परीक्षण हुनेछ।
6.3 सञ्चालन निर्देशन
6.3.1 सिलिन्डर यन्त्र ड्राइभरको साथ वायवीय संचालित भल्भलाई भल्भ खोल्न वा बन्द गर्न डिस्कलाई 90° घुमाउने बनाइनेछ।
6.3.2 वायमेटिक एक्च्युएटेड बटरफ्लाइ भल्भको खुला-नजिक दिशाहरू वायवीय उपकरणमा स्थिति सूचकद्वारा चिन्ह लगाइनेछ।
६.३.३ बटरफ्लाइ भल्भलाई काट्ने र समायोजन गर्ने कार्यलाई फ्लुइड स्विच र फ्लो कन्ट्रोलको रूपमा प्रयोग गर्न सकिन्छ।यसलाई सामान्यतया दबाब भन्दा बाहिर अनुमति छैन - तापमान सीमा अवस्था वा बारम्बार वैकल्पिक दबाव र तापमान अवस्था
६.३.४ बटरफ्लाइ भल्भमा उच्च दाबको भिन्नतालाई प्रतिरोध गर्ने क्षमता हुन्छ, उच्च दाबको भिन्नतामा खोलिएको बटरफ्लाइ भल्भलाई उच्च दाबको भिन्नतामा पनि परिसंचरण हुन नदिनुहोस्।अन्यथा क्षति, वा गम्भीर सुरक्षा दुर्घटना र सम्पत्ति क्षति हुन सक्छ।
6.3.5 वायमेटिक भल्भहरू बारम्बार प्रयोग गरिन्छ, र आन्दोलन प्रदर्शन र स्नेहन अवस्थाहरू नियमित रूपमा जाँच गरिनुपर्छ।
6.3.6 बटरफ्लाइ भल्भ बन्द गर्नको लागि वायवीय उपकरण घडीको दिशामा, बटरफ्लाइ भल्भ खोल्नको लागि घडीको विपरीत दिशामा।
6.3.7 वायमेटिक पुतली भल्भ प्रयोग गरेर हावा सफा छ ध्यान दिनु पर्छ, हावा आपूर्ति दबाव 0.4 ~ 0.7 Mpa छ।हावा मार्गहरू खुला राख्न, हावा इनलेट र हावा प्रवाह रोक्न अनुमति छैन।काम गर्नु अघि, यो वायवीय बटरफ्लाइ भल्भ आन्दोलन सामान्य छ भने अवलोकन गर्न संकुचित हावामा प्रवेश गर्न आवश्यक छ।वायमेटिक बटरफ्लाइ भल्भ खुला वा बन्द, डिस्क पूर्ण खुला वा बन्द स्थितिमा ध्यान दिनुहोस्।भल्भको स्थितिमा ध्यान दिन र सिलिन्डर स्थिति एकरूप छ।
6.3.8 वायमेटिक एक्चुएटर क्र्याङ्क आर्मको संरचना आयताकार टाउको हो, म्यानुअल उपकरणको लागि प्रयोग गरिन्छ।जब दुर्घटना हुन्छ, यसले म्यानुअल अपरेशनलाई महसुस गर्न सक्ने रेन्चको साथ सीधा हावा आपूर्ति पाइप हटाउन सक्छ।
७. गल्ती, कारण र समाधान (ट्याब १ हेर्नुहोस्)
ट्याब १ सम्भावित समस्या, कारण र समाधान
| गल्तीहरू | असफलता को कारण | समाधान |
| भल्भका लागि भल्भ चलाउन गाह्रो छ, लचिलो छैन | 1. एक्चुएटर विफलताहरू2।खोल्नुहोस् टोक़ धेरै ठूलो छ3।हावाको चाप धेरै कम छ 4. सिलिन्डर चुहावट | 1. वायवीय यन्त्रको लागि विद्युतीय सर्किट र ग्यास सर्किटको मर्मत गर्नुहोस् र जाँच गर्नुहोस्2. कामको लोडिङ घटाउनुहोस् र वायवीय उपकरणहरू सही रूपमा छनोट गर्नुहोस्3. हावाको चाप बढाउनुहोस् 4. सिलिन्डर वा जोडको स्रोतको लागि सील अवस्थाहरू जाँच गर्नुहोस् |
| स्टेम प्याकिंग चुहावट | 1. प्याकिङ ग्रन्थी बोल्टहरू ढीला छन्2।क्षति प्याकिंग वा स्टेम | 1. ग्रन्थी बोल्टहरू कस्नुहोस्2।प्याकिङ वा स्टेम बदल्नुहोस् |
| चुहावट | 1।सिलिङ डिप्टी को लागि बन्द स्थिति सही छैन | 1. सील डिप्टी को लागि बन्द स्थिति बनाउन actuator समायोजन सही छ |
| 2. बन्द तोकिएको स्थितिमा पुग्दैन | 1. ओपन-क्लोजको दिशा जाँच गर्ने ठाउँमा छ 2. एक्चुएटर विशिष्टताहरू अनुसार समायोजन गर्दै, ताकि दिशा वास्तविक खुलाको अवस्थासँग सिंक्रोनाइज हुन्छ3।समात्ने वस्तुहरूको जाँच पाइपलाइनमा छ | |
| 3. भल्भ क्षति को भागहरु①सिट क्षति②डिस्क क्षति | १. सिट २ बदल्नुहोस्।डिस्क बदल्नुहोस् | |
| एक्चुएटर लेप्स | 1. मुख्य क्षति र ड्रप 2. स्टप पिन काटियो | 1. स्टेम र actuator2 बीचको कुञ्जी बदल्नुहोस्।स्टप पिन बदल्नुहोस् |
| वायवीय उपकरण विफलता | "भल्भ वायवीय उपकरण विशिष्टताहरू" हेर्दै | |
नोट: मर्मत कर्मचारीहरूसँग सम्बन्धित ज्ञान र अनुभव हुनुपर्छ।
पोस्ट समय: मे-19-2022