

1. गेट भल्भ मर्मत
1.1 मुख्य प्राविधिक मापदण्डहरू:
DN: NPS1"~ NPS28"
PN: CL150~CL2500
मुख्य भागहरूको सामग्री: ASTM A216 WCB
स्टेम-ASTM A276 410;सिट-ASTM A276 410;
सील अनुहार - VTION
1.2 लागू कोड र मानकहरू: API 6A, API 6D
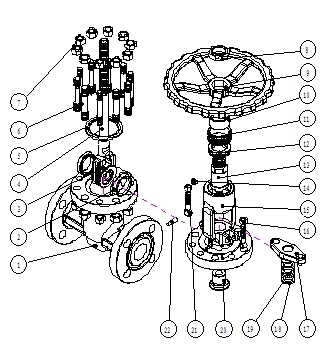
१.३ भल्भको संरचना (चित्र १ हेर्नुहोस्)
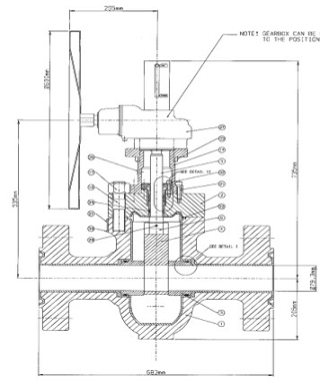
चित्र १ गेट भल्भ
2. निरीक्षण र मर्मतसम्भार
२.१: बाहिरी सतहको निरीक्षण:
भल्भको बाहिरी सतहको निरीक्षण गर्नुहोस् कि कुनै क्षति छ कि छैन जाँच गर्नुहोस्, र त्यसपछि अंकित;रेकर्ड बनाउनुहोस्।
2.2 खोल र सील निरीक्षण गर्नुहोस्:
कुनै चुहावट स्थिति जाँच गर्नुहोस् र निरीक्षण रेकर्ड बनाउनुहोस्।
3. भल्भको पृथकीकरण
जडान बोल्टहरू छुट्याउन र खुकुलो गर्नु अघि भल्भ बन्द गर्नुपर्छ।लूजर बोल्टहरूमा उपयुक्त गैर-समायोज्य स्प्यानर चयन गर्नुपर्दछ, नटहरू समायोज्य स्प्यानरद्वारा सजिलै क्षतिग्रस्त हुनेछन्।
खिया लाग्ने बोल्ट र नटहरू केरोसिन वा तरल खिया रिमूभरले भिजाउनु पर्छ;स्क्रू थ्रेड दिशा जाँच गर्नुहोस् र त्यसपछि बिस्तारै घुमाउनुहोस्।डिस्सेम्बल गरिएका भागहरू नम्बर, चिन्हित र क्रमबद्ध राख्नु पर्छ।स्क्र्याचबाट बच्नको लागि स्टेम र गेट डिस्क कोष्ठकमा राख्नु पर्छ।
३.१ सरसफाई
निश्चित गर्नुहोस् कि स्पेयर पार्ट्सहरू केरोसिन, पेट्रोल, वा क्लिनिङ एजेन्टहरू संग ब्रश द्वारा नरम रूपमा सफा गरिएको छ।
सफा गरिसकेपछि, स्पेयर पार्ट्समा ग्रीस र खिया नभएको सुनिश्चित गर्नुहोस्।
3.2 स्पेयर पार्ट्स को निरीक्षण।
सबै स्पेयर पार्ट्स निरीक्षण गर्नुहोस् र रेकर्ड बनाउनुहोस्।
निरीक्षण परिणाम अनुसार उपयुक्त मर्मत योजना बनाउनुहोस्।
4. स्पेयर पार्ट्स मर्मत
निरीक्षण परिणाम र मर्मत योजना अनुसार स्पेयर पार्ट्स मर्मत;आवश्यक भएमा समान सामग्रीको साथ स्पेयर पार्ट्स बदल्नुहोस्।
4.1 गेट मर्मत:
①T-स्लटको मर्मत: वेल्डिंग T-स्लट फ्र्याक्चर मर्मत, सही T-स्लट विरूपण, प्रबलित बारको साथ दुबै छेउमा वेल्ड गर्न प्रयोग गर्न सकिन्छ।T-स्लट तल मर्मत गर्न सरफेसिङ वेल्डिंग प्रयोग गर्न सकिन्छ।तनाव हटाउन वेल्डिंग पछि गर्मी उपचार प्रयोग गरेर र त्यसपछि निरीक्षण गर्न PT प्रवेश प्रयोग गर्नुहोस्।
② छोडेको मर्मत:
ड्रप गरिएको भनेको गेट सील गर्ने अनुहार र सिट सील गर्ने अनुहार बीचको अन्तर वा गम्भीर विस्थापन हो।यदि समानान्तर गेट भल्भ खस्यो भने, माथि र तल वेज वेल्ड गर्न सक्छ, त्यसपछि, प्रक्रिया पीस।
4.2 सील अनुहार मर्मत
भल्भ आन्तरिक चुहावटको मुख्य कारण अनुहारको क्षति सील गर्नु हो।यदि क्षति गम्भीर छ भने, वेल्ड, मेसिनिङ र सील अनुहार पीस गर्न आवश्यक छ।यदि गम्भीर छैन भने, केवल पीस।पिस्नु मुख्य विधि हो।
aपीस को आधारभूत सिद्धान्त:
वर्कपीसको साथ ग्राइंडिङ उपकरणको सतहमा जोड्नुहोस्।सतहहरू बीचको खाडलमा घर्षण इन्जेक्सन गर्नुहोस्, र त्यसपछि ग्राइन्डिङ उपकरणलाई पीस गर्न सार्नुहोस्।
bगेट सील अनुहार को पीस:
पीस मोड: म्यानुअल मोड सञ्चालन
प्लेटमा एब्रेसिभलाई समान रूपमा स्मीयर गर्नुहोस्, प्लेटमा वर्कपीस राख्नुहोस्, र त्यसपछि सीधा वा "8" लाइनमा पीस गर्दा घुमाउनुहोस्।
4.3 स्टेम मर्मत
aयदि स्टेम सील अनुहार वा नराम्रो सतहमा कुनै स्क्र्याच डिजाइन मानकसँग मेल खाँदैन भने, सील अनुहार मर्मत गरिनेछ।मर्मत विधिहरू: समतल पीस, गोलाकार पीस, गज पीस, मेसिन पीस र कोन ग्राइंडिंग;
bयदि भल्भ स्टेम झुकिएको छ >3%,सेन्टर कम ग्राइन्डिङ मेसिनद्वारा स्ट्रेटेनिङ ट्रीटमेन्टको प्रकृया सुनिश्चित गर्नको लागि सतह समाप्त र क्र्याक पत्ता लगाउने प्रक्रिया।सीधा गर्ने विधिहरू: स्थिर दबाब सीधा, चिसो सीधा र तातो सीधा।
गस्टेम टाउको मर्मत
स्टेम हेड भन्नाले काण्डका भागहरू (स्टेम स्फेयर, स्टेम टप, टप वेज, जडान गर्ने कुण्ड आदि) खुला र नजिकका भागहरूसँग जोडिएको हुन्छ।मर्मत विधिहरू: काटन, वेल्डिंग, घण्टी घुसाउनुहोस्, प्लग घुसाउनुहोस् आदि।
dयदि निरीक्षण आवश्यकताहरू पूरा गर्न सक्दैन भने, समान सामग्रीको साथ पुन: उत्पादन गर्नुपर्छ।
4.4 यदि शरीरको दुबै छेउमा फ्ल्यान्जको सतहमा कुनै क्षति भयो भने, मानक आवश्यकतासँग मेल खाने मेसिनिंग प्रक्रिया गर्नुपर्छ।
4.5 शरीरको RJ जडानको दुवै पक्ष, यदि मर्मत पछि मानक आवश्यकतासँग मेल खाँदैन भने, वेल्डेड गर्नुपर्छ।
4.6 पहिरिएका भागहरू प्रतिस्थापन
लुगा लगाउने भागहरूमा ग्यास्केट, प्याकिङ, ओ-रिंग आदि समावेश छन्। मर्मत आवश्यकताहरू अनुसार पहिरन भागहरू तयार गर्नुहोस् र रेकर्ड बनाउनुहोस्।
5. संयोजन र स्थापना
5.1 तयारीहरू: मर्मत गरिएको स्पेयर पार्ट्स, ग्यास्केट, प्याकिंग, स्थापना उपकरणहरू तयार गर्नुहोस्।क्रम मा सबै भागहरु राख्नुहोस्;भुइँमा नबस्नुहोस्।
५.२ सफाई जाँच: केरोसिन, पेट्रोल वा क्लिनिङ एजेन्टले स्पेयर पार्ट्स (फास्टनर, सील, स्टेम, नट, बडी, बोनेट, जुवा आदि) सफा गर्नुहोस्।ग्रीस र खिया नभएको सुनिश्चित गर्नुहोस्।
5.3 स्थापना:
सुरुमा, स्टेम र गेट सील अनुहारको इन्डेन्टेसन जाँच गर्नुहोस् जडान स्थिति पुष्टि गर्नुहोस्;
सफा गर्नुहोस्, शरीर सफा गर्नुहोस्, बोनेट, गेट, अनुहार सील गर्नुहोस् सफा राख्न, स्पेयर पार्ट्स क्रमबद्ध रूपमा स्थापना गर्नुहोस् र बोल्टहरू सममित रूपमा कस्नुहोस्।
पोस्ट समय: मे-19-2022